


Vítáme vás, abyste nás kontaktovali, ustálili nejen vašeho spolehlivého dodavatele, ale také vašeho turstworthy obchodního partnera.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Mar 25,2026
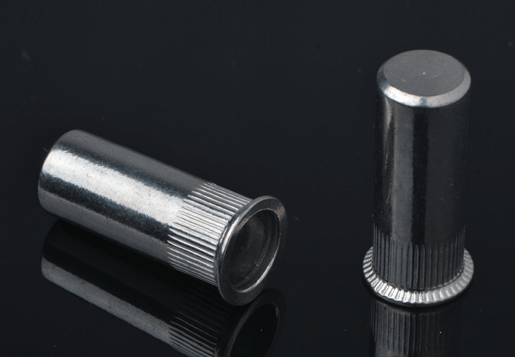
Nýtovací matice – také nazývané nýtovací matice, závitové vložky, slepé závitové vložky nebo matice – jsou tenkostěnné válcové spojovací prvky s vnitřním závitem, které se instalují do předvrtaného otvoru pouze z jedné strany, bez jakéhokoli přístupu k zadní straně materiálu. Po instalaci poskytují pevný, trvalý závitový spojovací bod v materiálech, které jsou příliš tenké na to, aby samy o sobě udržely užitečný závit, v materiálech, kde by závitování nezajistilo dostatečnou pevnost při vytažení, nebo v sestavách, kde je zadní strana panelu po vyrobení zcela nepřístupná.
Princip instalace je přímočarý, ale mechanicky elegantní: nýtovací matice se zasune otvorem a její závitové tělo vyčnívá na přístupné straně. Nasazovací nástroj zabírá s vnitřním závitem a táhne dřík, zatímco drží přírubu, což způsobí, že se zadní část těla bez závitu zhroutí a deformuje směrem ven do vyboulení, které sevře obě strany materiálu mezi vyboulení a přírubu. Výsledkem je sevřený nerotující závitový spojovací prvek, který je trvale ukotven v otvoru. Nainstalovaná matice pak může přijmout standardní šroub nebo šroub z přístupné strany, čímž se účinně vytvoří matice v místě, kde by jinak nemohla být držena žádná matice.
Inženýrská hodnota nýtovací matice je nejzřetelnější při výrobě plechů, kde tenké ocelové a hliníkové panely vyžadují bezpečné závitové spoje pro kryty, držáky, rukojeti a montáž zařízení bez přivařovacích matic nebo použití klecových matic, které vyžadují přístup na obě strany. Jsou stejně cenné u kompozitních panelů, dutých výlisků, plastových krytů a jakékoli konstrukce, kde by kombinace jednostranného přístupu a silného závitového záběru jinak vyžadovala přepracování. Dobře nainstalovaná slepá nýtovací matice z 2mm ocelového plechu může poskytnout vytahovací zatížení 3 000–7 000 N a odolnost proti kroutícímu momentu odizolování 4–25 N·m v závislosti na velikosti závitu a materiálu – výkon, kterého mohou dosáhnout svařované matice, ale kterému se žádný konvenční závit v tenkém plechu nemůže přiblížit.
Nýtovací matice se vyrábějí v několika konfiguracích hlav a profilů těla, které ovlivňují, jak instalovaný spojovací prvek sedí vzhledem k povrchu panelu, jak velkému kroutícímu momentu může odolat před roztočením a jaký rozsah tloušťky panelu může pojmout. Výběr správného typu těla je stejně důležitý jako výběr správného materiálu a velikosti závitu – použití plochého rýhovaného matice tam, kde je vyžadována zápustná hlava, nebo stylu hladkého těla, kde je potřeba rýhované tělo, aby se zabránilo rotaci, vytváří instalaci, která nesplňuje požadavky na design bez ohledu na to, jak přesně byla nastavena.
Plochá hlava (také nazývaná velká příruba nebo standardní příruba) je nejběžnějším stylem rýhované hlavy. Průměr příruby je větší než průměr otvoru, sedí hrdě na povrchu panelu a opírá se o něj, aby se rozložilo upínací zatížení. Roztahovací matice s plochou hlavou se používají tam, kde instalovaná hlava upevňovacího prvku nemusí být v jedné rovině s povrchem – na vnitřní straně skříní, na konstrukčních konzolách a v aplikacích se skrytou montáží. Velký průměr příruby poskytuje dobrou nosnou plochu vůči materiálu panelu, což je důležité u měkčích materiálů, jako je hliníkový plech a plast, kde by malá příruba mohla protáhnout otvorem při vysokém zatížení šroubů.
Zápustné nýtovací matice mají šikmou přírubu navrženou tak, aby při montáži do zapuštěného otvoru lícovala s povrchem panelu nebo pod ním. To vytváří po instalaci zcela zarovnaný povrch, který je nezbytný u aerodynamických povrchů, posuvných mechanismů, dekorativních panelů a jakékoli sestavy, kde by vyčnívající hlava spojovacího prvku byla funkčně nebo esteticky nepřijatelná. Úhel zahloubení je typicky 90° nebo 120°, což odpovídá standardním geometriím zahloubených vrtáků. Zápustné matice vyžadují dodatečnou operaci zahloubení v otvoru před instalací, čímž se přidá procesní krok, ale výsledná zapuštěná instalace je často jediným přijatelným řešením pro požadavky aplikace.
Nýtovací matice se zmenšenou hlavou mají menší průměr příruby než standardní konstrukce s plochou hlavou, což umožňuje instalaci v místech, kde je prostor mezi otvorem a sousedním prvkem omezený – blízko okrajů panelu, blízko svarů nebo v kanálech, kam by se příruba plné velikosti fyzicky nevešla. Snížená nosná plocha menší příruby znamená nižší průtažnou únosnost v měkkých materiálech, takže varianty se sníženou hlavou jsou nejvhodnější pro tvrdší materiály, jako je ocelový plech, kde je napětí ložiska příruby nižší v poměru k meze kluzu materiálu. Některé aplikace také používají rýhovaný nebo šestiúhelníkový profil vnějšího těla v kombinaci s redukovanými hlavami, aby se zabránilo otáčení pod kroutícím momentem, což kompenzuje snížené uchycení příruby menšího průměru.
Nýtovací matice jsou vyráběny ve čtyřech základních skupinách materiálů, z nichž každá je vhodná pro různé kombinace základních materiálů, vystavení prostředí a požadavkům na zatížení. Výběr materiálu drážek musí zohledňovat nejen mechanické požadavky na spoj, ale také galvanickou kompatibilitu se základním materiálem – instalace ocelové rýhy do hliníkového panelu v mořském prostředí vytvoří galvanický článek, který během měsíců zničí okolní hliník.
| Materiál | Síla vytažení | Odolnost proti korozi | Kompatibilní nadřazené materiály | Nejlepší aplikace |
|---|---|---|---|---|
| Ocel (pozinkovaná) | Nejvyšší | Střední (vnitřní/suché) | Ocel, železo, tvrdé plasty | Průmyslové skříně, stroje, vozidla |
| hliník | Mírný | Dobrý (venkovní) | hliník sheet, thin composites | Letecké panely, námořní armatury, karoserie EV |
| Nerezová ocel (A2/A4) | Vysoká | Výborně | Ocel, nerez, hliník (s izolátorem) | Námořní, potravinářské, venkovní vybavení |
| Mosaz | Mírný–High | Velmi dobré | Plasty, PCB, neželezné panely | Elektronické skříně, vodovodní armatury |
Ocelové rýhovací matice s galvanickým zinkem jsou nejrozšířenější a nabízejí nejvyšší absolutní hodnoty vytažení a utahovacího momentu, díky čemuž jsou výchozí volbou pro aplikace konstrukčních ocelových plechů v chráněných nebo suchých vnitřních prostředích. Zinkování poskytuje mírnou ochranu proti korozi vhodnou pro vnitřní průmyslová zařízení, ale nedostačující pro delší venkovní nebo pobřežní expozice. Pro venkovní aplikace na ocelových konstrukcích poskytují těsnící matice z nerezové oceli A2 (304) nebo A4 (316) nezbytnou odolnost proti korozi — stupeň A4 v chloridových námořních prostředích, kde by A2 hrozila štěrbinová koroze pod instalovanou přírubou.
Hliníkové matice z hliníkového základního materiálu jsou galvanicky ideální volbou pro hliníkové konstrukce a panely. Jejich nižší mez kluzu ve srovnání s ocelí znamená, že vytvářejí měkčí vyboulení při instalaci, což může být výhodné u tenkých nebo křehkých základních materiálů, kde by montážní síla ocelové matice narušila zónu otvoru. Hliníkové nýtovací matice by neměly být používány tam, kde bude upínacím šroubem vysokopevnostní ocelový spojovací prvek utažený na hodnoty, které překračují točivý moment závitového pásu měkčí hliníkové vložky – v takových případech je vyžadován ocelový nebo nerezový nýtovací matice s vhodnými opatřeními pro galvanickou izolaci hliníkového panelu.
Nýtovací matice jsou k dispozici ve velikostech metrických závitů od M3 do M16 a ve velikostech sjednocených závitů od 6-32 UNC do 3/8-16 UNC, které pokrývají celou řadu velikostí upevňovacích prvků používaných v lehkých plechech až po střední konstrukční aplikace. Rozsah uchopení – rozsah tloušťky základního materiálu, který může rýhovací matice pojmout – je stejně důležitý jako velikost závitu, protože rýhovací matice nainstalovaná v materiálu mimo rozsah uchopení buď nevytvoří správné vyboulení (příliš tlustá), nebo se nadměrně deformuje a rozštěpí tělo (příliš tenké).
Každý model rýhované matice je navržen pro specifický rozsah uchopení, typicky zahrnující 1,5–4 mm variace tloušťky materiálu v rámci jednoho čísla dílu. Rozpěrná matice specifikovaná pro rozsah uchopení 0,5–3,0 mm se správně nainstaluje do jakéhokoli plechu nebo panelu v tomto rozsahu tloušťky a vytvoří konzistentní vyboulení, které poskytuje plné jmenovité upínací zatížení. Instalace matice s rozsahem uchopení 0,5–3,0 mm do materiálu o tloušťce 4 mm je běžnou chybou pole, která způsobí instalaci, kdy se tělo dostatečně nedeformovalo, aby uchopilo zadní stranu materiálu – matice se při velmi nízkém zatížení otočí nebo vytáhne.
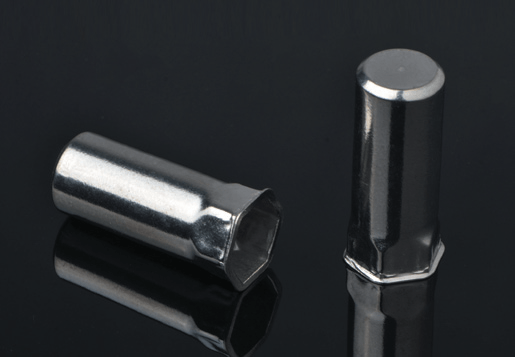
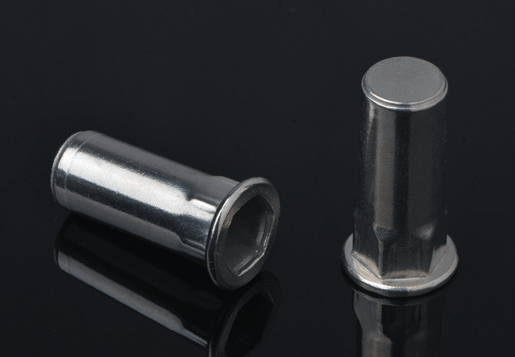
Standardní rýhovací matice s otevřeným koncem mají tělo s průchozím závitem, které je otevřené jak na konci příruby, tak na vyčnívajícím (slepém) konci. To umožňuje průchod libovolné délky šroubu skrz nainstalovanou vložku, ale také to znamená, že tekutiny, plyny a nečistoty mohou procházet tělem nýtovací matice v obou směrech. V aplikacích vyžadujících těsnění kapalinou nebo tlakem v místě upevňovacího prvku – tlakové skříně, venkovní vybavení, panely obsahující kapalinu – musí být specifikovány uzavřené matice s utěsněným slepým koncem. Konstrukce s uzavřeným koncem mají stejnou vnější geometrii a způsob instalace jako konstrukce s otevřeným koncem, ale blokují průchod kapaliny tělem vložky a zachovávají integritu jakéhokoli těsnění nebo těsnící hmoty na rozhraní spoje, aniž by vyžadovaly další těsnicí opatření v otvoru upevňovacího prvku.
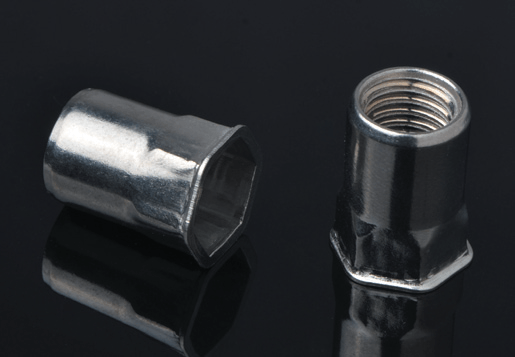
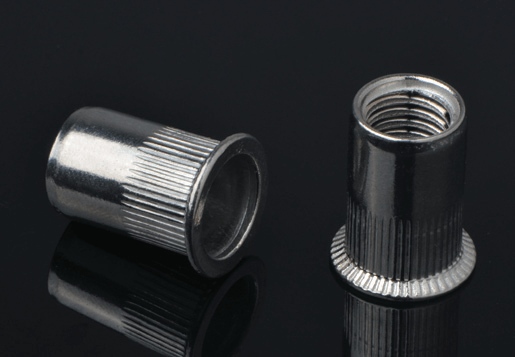
Standardní nýtovací matice s hladkým tělem spoléhají na tření mezi deformovaným vyboulením těla a materiálem panelu, aby odolávaly rotaci, když je spojovací šroub utažen nebo odstraněn. U měkkých materiálů – tenkého hliníku, plastů a kompozitních panelů – může být tento třecí odpor nedostatečný, což způsobí, že se matice v díře protočí, místo aby dovolil šroub utáhnout nebo odstranit. Drážkované matice s rýhovaným tělem mají podélné vroubkování nebo rýhovaný vzor na vnějším povrchu těla, který se během instalace zařezává do stěny otvoru a poskytuje pozitivní mechanický zámek proti otáčení nezávisle na upínacím tření. Vroubkované rýhované matice jsou správnou specifikací pro jakoukoli aplikaci, kde je základní materiál dostatečně měkký, aby umožnil otáčení pod mírným kroutícím momentem, nebo kde bude šroub po dobu životnosti produktu často odstraňován a znovu instalován.

Správná instalace nýtovacích matic vyžaduje usazovací nástroj, který dokáže aplikovat přesnou kombinaci tažné síly a zdvihu potřebné k vytvoření vyboulení, aniž by došlo k nadměrnému nebo nedostatečnému nastavení těla. Použití nesprávného nástroje – nebo nesprávné použití správného nástroje – je jedinou nejčastější příčinou slabé nebo neúspěšné instalace klinových matic. Výběr nástroje závisí na velikosti instalovaného závitu, objemu výroby a dostupnosti místa instalace.
Nástroje pro ruční nastavování rýhovacích matic používají dvourukojeťový nůžkový nebo pákový mechanismus k vytvoření tažné síly na závit vřetena, čímž se vytvoří vyboulení pomocí mechanického pákového efektu. Jsou levné, nevyžadují žádný zdroj energie a jsou vhodné pro příležitostné použití nebo opravy v terénu na malých závitech – typicky M3 až M8. Omezením ručního nářadí je únava operátora a nedůslednost ve velkosériové výrobě, kde se instalační síla mezi operátory a v průběhu směny liší. U M10 a větších velikostí požadovaná tažná síla přesahuje to, co většina operátorů dokáže spolehlivě vyvinout ručním nástrojem, takže je nezbytné pneumatické nebo akumulátorové nářadí.
Pneumatické nástroje pro nastavování rýhovacích matic používají stlačený vzduch k pohonu pístu, který aplikuje požadovanou tažnou sílu na závitový trn, poté se obrátí, aby se trn uvolnil a vysunula vložka. Poskytují konzistentní montážní sílu bez ohledu na únavu nebo odchylky operátora, což z nich dělá standardní volbu pro použití na výrobní lince, kde se instalují stovky nebo tisíce matic za směnu. Pneumatické nástroje jsou k dispozici s nastavitelnou tažnou silou a nastavením zdvihu, které lze kalibrovat pro konkrétní velikosti a materiály klinových matic, což zajišťuje konzistentní kvalitu instalace v celé výrobní sérii. Hydraulické nářadí se používá pro největší velikosti (M12–M16), kde samotný pneumatický tlak nestačí k vytvoření požadovaného zatížení 15–25 kN.
Bateriové nářadí pro montáž nýtovacích matic výrazně vzrostlo v podílu na trhu, protože technologie lithium-iontových akumulátorů učinila akumulátorové nářadí dostatečně výkonné k montáži nýtovacích matic M8–M12 s konzistentní silou a bez závislosti pneumatického nářadí na vzduchu. Akumulátorové nářadí je ideální pro instalační práce na místě, servisní operace a výrobní prostředí, kde není k dispozici stlačený vzduch nebo kde je důležitá mobilita nástrojů. Přední výrobci včetně Stanley Engineered Fastening (značka POP), Gesipa a Böllhoff nabízejí akumulátorové rýhovací nářadí s nastavením krouticího momentu a zdvihu nastavitelným prostřednictvím rozhraní nástroje, které poskytuje srovnatelnou konzistenci instalace jako pneumatické nářadí pro velikosti v rámci jejich kapacitního rozsahu.
Správně nainstalovaná nýtovací matice vyžaduje přesné provedení v každém kroku – příprava otvoru, ověření výběru nýtovací matice, kalibrace nastavovacího nástroje a kontrola po instalaci. Zkratky v kterémkoli kroku způsobí, že spoje selžou pod svou jmenovitou nosnost a způsob selhání – protáčení se v díře nebo protahování pod zatížením – často není zřejmý, dokud není spoj testován nebo selže v provozu.
Nýtovací matice se objevují ve výjimečně široké škále průmyslových odvětví a aplikací, které sjednocuje společný požadavek na pevné závitové spojení v místě, kde je přístupná pouze jedna strana základního materiálu. Pochopení specifických požadavků každého kontextu aplikace pomáhá při výběru správné varianty rýhované matice – materiál, styl hlavy, profil těla a velikost závitu – pro spolehlivý výkon po celou dobu životnosti produktu.
Panely karoserie automobilů, rámy dveří, nosiče přístrojových desek, kryty baterií v elektrických vozidlech a karoserie přívěsů ve velké míře používají nýtovací matice k připevnění držáků, ozdobných dílů, hardwaru pro vedení kabelů a mechanických součástí k tenkým plechům, které nelze po lakování svařit nebo které musí během životnosti vozidla opakovaně přijímat a uvolňovat součásti. Ocelové a nerezové rýhovací matice ve velikostech M5–M10 jsou nejběžnější v aplikacích automobilových karoserií, přičemž hliníkové rýhovací matice se používají v konstrukcích vozidel náročných na hliník, aby se zabránilo problémům s galvanickou korozí. Vysoké objemy výroby v automobilové výrobě upřednostňují pneumatické a robotické nastavovací nástroje, které poskytují konzistentní kvalitu instalace rychlostí stovek matic za hodinu.
Elektrické skříně, serverové stojany, ovládací panely a kryty elektronických zařízení používají slepé nýtovací matice k zajištění upevňovacích bodů pro lišty DIN, držáky kabelových žlabů, montážní desky součástí a sklopná dvířka v tenkých ocelových nebo hliníkových krycích panelech. V těchto aplikacích kluzná matice často slouží jako náhradní matice – odpadá tak potřeba samostatné volné matice na nepřístupné vnitřní straně panelu skříně. Mosazné matice jsou preferovány v aplikacích zahrnujících montáž PCB nebo citlivou elektroniku, kde by magnetické vlastnosti oceli mohly rušit součásti a kde mosaz poskytuje jak odolnost proti korozi, tak vynikající kvalitu závitu pro šrouby s jemným stoupáním, které jsou běžné v montáži elektroniky.
Vnitřní panely letadel, prostory pro avionické vybavení, ocasní ramena vrtulníků a kostry letadel bez posádky (UAV) používají slepé nýtovací matice z hliníku a nerezové oceli k zajištění závitových upevňovacích bodů v tenkostěnných hliníkových pláštích a kompozitních panelech, kde by nýtování nezajistilo spojení závitů a svařování je buď nepraktické, nebo konstrukčně nepřijatelné. Letecké aplikace specifikují matice podle specifikací NAS (National Aerospace Standard) nebo NASM s přísnějšími rozměrovými tolerancemi a požadavky na testování než komerční katalogové produkty. Varianty se zapuštěnou hlavou jsou standardní v aplikacích s aerodynamickým povrchem pro udržení hladkého proudění vzduchu po povrchu panelu.
Ocelové a hliníkové trubkové nábytkové rámy, výstavní regály, příčkové systémy a architektonické obkladové panely používají slepé nýtovací matice k připevnění kování, spojovacích konzol, vyrovnávacích nožiček a konstrukčních konektorů k dutým nebo tenkostěnným profilům, kde by závitování základního materiálu bylo nedostatečné a svařování je po práškovém lakování nebo eloxování nepraktické. Schopnost instalovat těsnící matice po povrchové úpravě je významnou výrobní výhodou — díly mohou být nejprve dokončeny a poté opatřeny těsnicími maticemi bez poškození povrchu, na rozdíl od svařovaných matic, které je nutné instalovat před dokončením a chránit během procesu lakování.
I při správné specifikaci produktu selže instalace slepých nýtovacích matic, když nejsou řízeny procesní proměnné. Následující problémy představují většinu poruch v terénu a odmítnutí kvality výroby a každý má jasnou hlavní příčinu a preventivní opatření.






")
")
")

Copyright © Stabilní průmyslové spojovací prostředky Co., Ltd. All Rights Reserved


 En
En