
 En
En
Domov / Zprávy / Samořezné spojovací prvky: Jak fungují, jaký typ použít a jak je správně specifikovat



Vítáme vás, abyste nás kontaktovali, ustálili nejen vašeho spolehlivého dodavatele, ale také vašeho turstworthy obchodního partnera.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Apr 01,2026
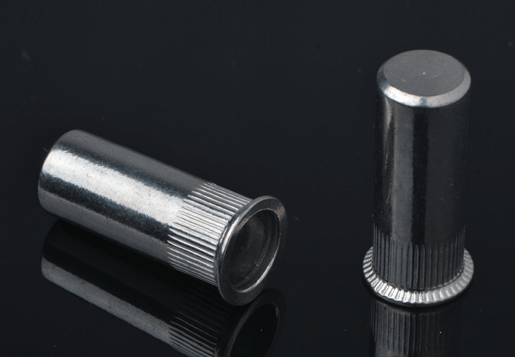
Samosvorné spojovací prvky jsou precizně navržené hardwarové součásti – matice, svorníky, distanční sloupky, kolíky a držáky kabelových spojek – které jsou trvale instalovány do tenkých kovových plechů jejich vtlačením do předem vyraženého otvoru pomocí děrovacího lisu, upínacího lisu nebo hydraulického vkládacího nástroje. Na rozdíl od svařovaných spojovacích prvků, které vyžadují teplo, nebo lepených vložek, které se spoléhají na chemické spojení, se samosvorné spojovací prvky ukotvují mechanicky prostřednictvím procesu tváření za studena: vroubkovaný nebo vroubkovaný spojovací kroužek spojovacího prvku vytlačuje materiál z plechu do speciálně navržené podříznuté drážky, když je aplikován tlak, čímž se vytvoří trvalý, zapuštěný nebo zasunutý spoj, který nelze vytáhnout z panelu.
Fyzika samosvorné instalace stojí za pochopení, protože vysvětluje, proč jsou požadavky na proces nesmlouvavé. Když je aplikován vkládací tlak, tvrzená upínací kovadlina spojovacího prvku vstoupí do děrovaného otvoru a geometrie dříku posune měkčí listový materiál směrem ven a poté dovnitř do podříznuté drážky pod upínacím kroužkem. Tento posunutý kov se mechanicky uzamkne kolem podříznutí a vytvoří spoj, jehož zatížení vytlačením je určeno pevností ve smyku posunutého kovového sloupku. Materiál panelu musí být měkčí než materiál upevňovacího prvku – typicky alespoň Rockwell B 20 – aby tato plastická deformace mohla proběhnout čistě bez odrazu nebo selhání vyplnění podříznutí.
Výsledkem je spojovací prvek, který se stává trvalou součástí plechového panelu, zarovnaný s jedním povrchem nebo na něj mírně hrdý, a poskytuje vysoce kvalitní závitový nebo nezávitový spojovací bod, který lze použít s jakýmkoli standardním spojovacím prvkem. Technologie self-clinching byla vyvinuta a patentována společností Penn Engineering (značka PEM) ve 40. letech 20. století a od té doby se stala celosvětovou standardní instalační metodou pro plechové sestavy ve výrobě elektroniky, telekomunikací, automobilového průmyslu, letectví a průmyslových zařízení, přičemž desítky výrobců vyrábějí kompatibilní produktové řady pod značkami, včetně Sherex, Wurth, Optimas a Bollhoff.
The samosvorný uzávěr rodina pokrývá širokou škálu funkčních typů, z nichž každý je navržen pro řešení konkrétních mechanických potřeb v sestavách plechů. Výběr správného typu před specifikací velikosti závitu nebo materiálu ušetří značné přepracování a zajistí, že nainstalovaný spojovací prvek skutečně plní svou zamýšlenou funkci v sestaveném produktu.
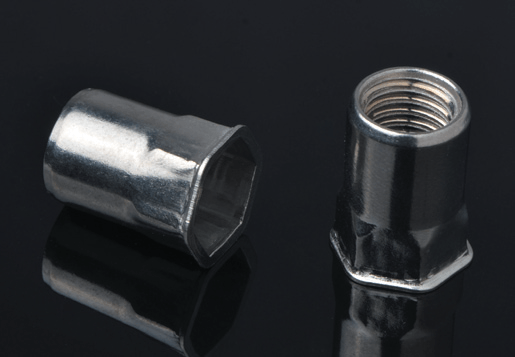
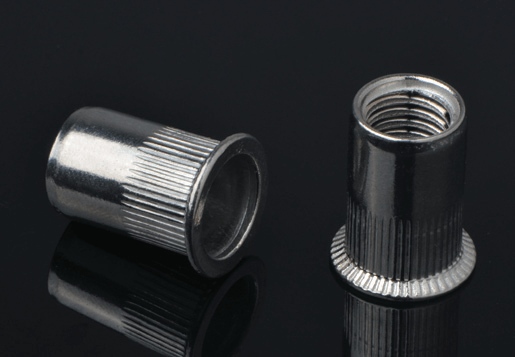
Samosvorné matice – také nazývané klinčovací matice nebo PEM matice – jsou nejrozšířenějším typem. Instalují se zapuštěné do panelu z jedné strany a poskytují závitový otvor pro protilehlý šroub nebo šroub z obou stran. Nainstalovaná matice představuje čistý, rovný nebo mírně zvýšený povrch, který je plně kompatibilní se standardními šrouby s metrickým a jednotným závitem. Clinch matice jsou k dispozici se standardním stoupáním závitů, jemným závitem a metrickými ISO závity od M2 do M12, které pokrývají celou řadu velikostí upevňovacích prvků používaných v plechových krytech, konzolách a konstrukčních panelech. Používají se všude tam, kde tenký plech neposkytuje dostatečnou tloušťku materiálu pro spolehlivý závitový závit, což v praxi znamená prakticky jakýkoli ocelový plech do 3 mm a jakýkoli hliníkový plech pod 5 mm.
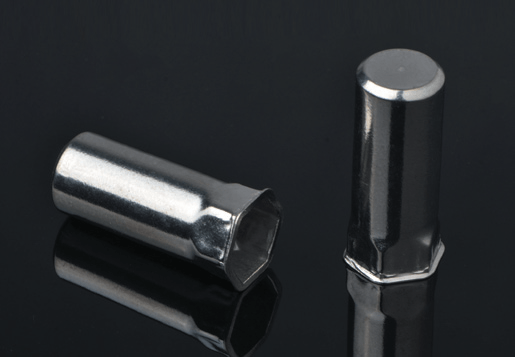
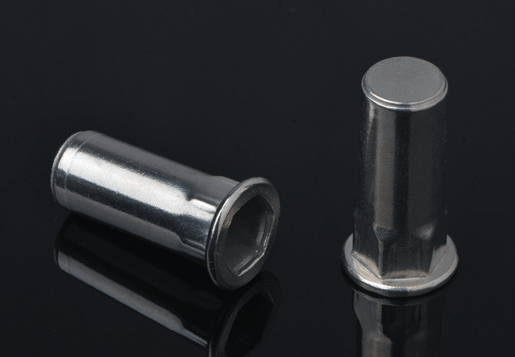
Samosvorné svorníky se trvale instalují do panelu se závitovým kolíkem vyčnívajícím z instalační plochy a poskytují pevný závitový sloupek, který přijímá matici na druhé straně. Eliminují potřebu držet šroub nehybně při utahování matice na opačné straně — čep je připevněn k panelu a nemůže se otáčet, takže montáž vyžaduje pouze matici a klíč na jedné straně. Clinch svorníky se používají pro montáž komponent do skříní elektroniky, pro připevnění panelů k rámům podvozku a pro jakoukoli montáž, kde je potřeba trvalý vnější závit v místě, kde je zadní strana panelu při konečné montáži nepřístupná. Jsou k dispozici ve variantách s plným i částečným závitem a v délkách od 4 mm do 50 mm pro většinu běžných velikostí závitů.
Samosvorné distanční sloupky jsou válcové distanční vložky s dutým závitem nebo bez závitu, které se trvale instalují do panelu a poskytují definované, pevné oddělení mezi panelem a druhou komponentou – obvykle deskou s plošnými spoji, krycí deskou nebo naskládaným panelem šasi. Jsou nezbytné při montáži elektroniky pro montáž PCB, kde zachování přesné a konzistentní mezery mezi deskou a kovovým šasi zabraňuje zkratům, umožňuje proudění vzduchu pro chlazení a poskytuje strukturální podporu, která zabraňuje ohýbání desky plošných spojů během montáže a vibracím v provozu. Clinch distanční sloupky jsou k dispozici v konfiguraci samčí (vnější závit) i samice (vnitřní závit), což umožňuje připevnění druhé součásti buď maticí nebo šroubem v závislosti na požadavcích na přístup k montáži.
Kromě jádrových matic, svorníků a distančních typů zahrnuje řada samosvorných matic plovoucí maticové desky (které umožňují omezený boční pohyb pro přizpůsobení se nesouososti otvorů během montáže), zajišťovací kolíky pro vyrovnávání a otočné aplikace, pravoúhlé držáky pro montáž komponent kolmo k rovině panelu, šrouby pro kabelové spojky trvale ukotvené v panelu pro čisté vedení drátu a otočné šrouby do panelu a odnímatelné otočné držáky pro čtvrtky panelu. aplikací. Každý speciální typ řeší specifickou montážní výzvu se stejnou základní výhodou jako základní typy – trvalou, vysokopevnostní montáží do tenkého plechu pouze z jedné strany, bez svařování, bez lepidla a bez nutnosti dokončování po instalaci.
Základním požadavkem pro úspěšnou samolisovací instalaci je, že spojovací prvek musí být výrazně tvrdší než základní deskový materiál. Činnost sevření zcela závisí na plošném materiálu, který plasticky teče do podříznuté drážky spojovacího prvku – pokud je plošný materiál příliš tvrdý na deformaci, instalační proces rozdrtí nebo rozbije panel kolem otvoru spíše než vytvoří čistý mechanický zámek. Většina specifikací vyžaduje, aby byl spojovací prvek alespoň Rockwell B 20 tvrdší než plech, což v praxi omezuje kompatibilní plechové materiály na měkkou ocel (až přibližně do HRB 80), hliníkové slitiny a plechy na bázi mědi.
Samozalisování do kalené oceli, nerezového plechu nad 300 série nebo jiných tvrdých kovů buď není možné, nebo vytváří instalace s dramaticky sníženým výkonem ve srovnání s jmenovitými hodnotami. Pro aplikace vyžadující spojovací prvky v tvrdších deskových materiálech je třeba místo toho použít alternativní technologie – přivařovací matice, nýtovací matice nebo vložky lepené lepidlem. Toto je jedna z nejčastějších chyb ve specifikaci, se kterou se technici poprvé setkávají, když používají samosvorné spojovací prvky: aplikují je na kryty z nerezové oceli bez ověření tvrdosti plechu podle požadavků na tvrdost spojovacích prvků.
| Materiál listu | Typická tvrdost | Kompatibilní spojovací materiály | Sebe-Clinching Vhodné? |
|---|---|---|---|
| Měkká / nízkouhlíková ocel (CR, HR) | HRB 40–80 | Uhlíková ocel, nerezová ocel | Ano – ideální |
| Hliníková slitina (1xxx, 3xxx, 5xxx, 6061) | HRB 25–65 | Uhlíková ocel, nerezová ocel, aluminum (special) | Ano – se správnou třídou spojovacího materiálu |
| Měděný / mosazný plech | HRB 30–70 | Nerezová ocel, ocel | Ano — s odpovídajícím rozdílem tvrdosti |
| Austenitická nerezová ocel (304, 316) | HRB 75–95 | Pouze kalená ocel | Marginální — ověřte tvrdost; zvážit alternativy |
| Kalená / vysokopevnostní ocel | HRC 25 | Žádné praktické | Ne – použijte přivařovací matice nebo nýtovací matice |
U sestav z hliníkového plechu se standardní ocelové samosvorné spojovací prvky instalují správně a poskytují vysoké vytahovací zatížení, protože rozdíl tvrdosti mezi spojovacími prvky z tvrzené oceli a měkkými hliníkovými slitinami je více než dostatečný. Otázka galvanické kompatibility je oddělená od otázky kompatibility instalace – ocelová svěrná matice instalovaná v hliníkovém panelu bude spolehlivě držet, ale může způsobit galvanickou korozi na rozhraní ve vlhkém nebo mokrém prostředí. U hliníkových panelů v korozivním prostředí specifikujte nerezové lisovací spojovací prvky nebo hliníkové lisovací spojovací prvky, pokud jsou k dispozici, a ověřte, zda jsou pro specifikovanou třídu slitiny plechu použity specifické produkty pro hliníkovou matici určené pro hliníkovou instalaci (které používají měkčí tělo spojovacího prvku pro zachování rozdílu tvrdosti).

Každý samosvorný spojovací prvek má minimální tloušťku plechu, pod kterou nemůže sevření vytvořit spolehlivý mechanický zámek, a doporučenou tloušťku plechu, při které je výkon optimalizován. Tyto limity nejsou pokyny – instalace samosvorného spojovacího prvku do plechu tenčího, než je jeho minimum, vytvoří instalaci, která vypadá jako úplná, ale má dramaticky sníženou nosnost při vytahování a vysunování, obvykle selže při zlomku jmenovitého výkonu.
Minimální tloušťka plechu pro lisovací matice do oceli je obvykle 0,5–0,8 mm pro velikosti závitu M2–M3, přičemž se zvyšuje na 1,2–1,6 mm pro velikosti M6–M8. Minimální tloušťka je řízena objemem materiálu, který musí plasticky proudit do podříznuté drážky, aby se dosáhlo jmenovitého vytahovacího zatížení – příliš tenký plech a jednoduše není dostatek materiálu, aby podříznutí adekvátně vyplnilo. Rovněž je specifikována maximální tloušťka plechu, nad kterou tělo upevňovacího prvku nevyčnívá dostatečně daleko skrz plech, aby správně zapadlo do upínací kovadliny. Koncepce rozsahu uchopení z nýtovacích matic má ekvivalent v samosvornosti: každý produkt je navržen pro okno s definovanou tloušťkou panelu a pobyt v tomto okně je zásadní pro výkon.
Samosvorné spojovací prvky vyžadují čistý, kulatý otvor s přesným průměrem – průměr instalačního otvoru je v toleranci užší než typická tolerance vrtání, obvykle specifikovaná na ±0,05 mm nebo lepší. Děrované otvory jsou silně preferovány před vrtanými otvory pro produkční samolisovací instalace, protože děrování vytváří čistý, přesně dimenzovaný otvor konzistentně při vysokých výrobních rychlostech, bez otřepů na vstupní straně děrovače (strana, ze které se spojovací prvek upíná), když je správně nastavena vůle razníku a matrice. Vrtané otvory lze použít pro prototypové a maloobjemové práce, ale vyžadují odstranění otřepů na obou stranách a pečlivou kontrolu průměru, aby se zajistilo, že budou spadat do úzkého tolerančního okna, které spojovací prvek vyžaduje. Laserem vyřezávané otvory jsou stále běžnější a poskytují vynikající přesnost průměru, ale mohou mít mírně tepelně ovlivněnou zónu na řezné hraně, která snižuje tažnost materiálu na stěně otvoru – ověřte při instalaci, než se zavážete k laserem vyřezávaným otvorům pro výrobu samořezných aplikací.
Samosvorné spojovací prvky se instalují pomocí ploché, hladké montážní kovadliny – buď ve stolním lisu, vřetenovém lisu, lisu s C-rámem nebo produkčním děrovacím lisu – který působí přítlačnou silou kolmo k povrchu panelu. Kovadlina se dotýká hlavy připevňovacího prvku, zatímco panel spočívá na rovném nosném povrchu s dříkem připevňovacího prvku vyčnívajícím přes připravený otvor. Když se lis zavírá, spojovací prvek je zaražen do plechu a stahovací kroužek deformuje materiál plechu do podříznuté drážky jediným plynulým tahem.
Požadovaná montážní síla závisí na typu spojovacího prvku, velikosti závitu, materiálu plechu a tloušťce plechu. Typické montážní síly se pohybují od přibližně 1 kN pro malé utahovací matice M2 z tenkého hliníku až po 40–60 kN pro velké svorníky M10–M12 z ocelového plechu. Tyto síly jsou v rámci kapacity standardních stolních upínacích lisů pro malé velikosti, ale větší velikosti vyžadují správně dimenzovaný C-rám nebo hydraulický lis. Instalace musí být provedena s rovnoběžnou kovadlinou a opěrnou plochou – jakákoli úhlová odchylka způsobí, že se spojovací prvek nainstaluje nakloněný, vychýlí se tak osa závitu a sníží se pevnost v vytažení.
Při velkoobjemové výrobě plechů – výrobě serverových regálů, výrobě komponentů automobilových karoserií a výrobě skříní elektroniky – se samosvorné spojovací prvky instalují automaticky pomocí vyhrazených podávacích a vkládacích strojů nebo vkládacích modulů integrovaných do lisovacích nástrojů. Automatické vkládací stroje používají podavače misek nebo balení s páskou a kotoučem k orientaci a podávání jednotlivých spojovacích prvků do vkládací hlavy rychlostí stovek dílů za minutu, se systémy sledování zraku nebo síly pro detekci chybně naložených nebo chybějících spojovacích prvků a vyřazení panelů s vadami instalace předtím, než budou pokračovat v procesu montáže. Někteří výrobci děrovacích lisů nabízejí samosvorné vkládací nástroje, které instalují spojovací prvky stejným lisovacím zdvihem jako operace děrování, čímž zcela eliminují samostatný krok vkládání a dosahují nulové doby dodatečného cyklu pro instalaci spojovacího prvku.
Pro flexibilní produkční prostředí manipulující s více typy produktů jsou stále více přijímány robotické samosvorné instalační systémy využívající kolaborativní roboty (coboty) vybavené vkládacími koncovými efektory. Tyto systémy lze naprogramovat pro různé typy spojovacích prvků a rozvržení panelů bez vyhrazeného tvrdého nářadí, což poskytuje konzistentní instalaci automatizovaného zařízení s flexibilitou ručního ovládání – přesvědčivá kombinace pro smluvní výrobce plechů, kteří zpracovávají velkoobjemové a středně objemné práce.
Výkon samosvorného spojovacího prvku je charakterizován třemi hodnotami zatížení, které společně definují odolnost spojovacího prvku vůči silám, kterým bude vystaven v provozu. Pochopení toho, co každá hodnota znamená a jak souvisí s podmínkami zatížení aplikace, je nezbytné pro ověření, zda je samosvorný spojovací prvek vhodný pro návrh spoje.
Tyto jmenovité hodnoty jsou specifikovány výrobci při definované montážní síle na specifikovaný materiál plechu a tloušťku. Instalace při nižší než specifikované montážní síle – kvůli nedostatečnému výkonu lisu nebo operátorovi předčasnému zastavení zdvihu – vytváří instalované spojovací prvky s výrazně nižším skutečným výkonem, než jsou publikované hodnoty. To je důvod, proč monitorování síly na automatizovaném zaváděcím zařízení není luxusem, ale požadavkem na kvalitu pro jakoukoli aplikaci, kde se zatížení spoje blíží smysluplnému zlomku publikovaných hodnot výkonu.
Samosvorné spojovací prvky konkurují přivařovacím maticím a nýtovacím maticím v mnoha aplikacích na plechy a správná volba závisí na konkrétní kombinaci plechového materiálu, tloušťce, objemu výroby, požadavcích na povrchovou úpravu a omezeních přístupu k montáži. Žádná technologie není univerzálně lepší – každá vítězí ve specifických kontextech.
Svařované matice nabízejí nejvyšší pevnost spoje a nejsou ovlivněny tvrdostí plechu, ale vyžadují přístup ke svařování z jedné nebo obou stran, zavádějí teplo, které může deformovat tenké panely a poškodit blízké povlaky, vyžadují čištění po svaru a často přepracování svarové zóny a zvyšují náklady na kvalifikované svařovací operace. Jsou správnou volbou pro aplikace tlusté konstrukční oceli, kde požadavky na pevnost spoje překračují to, co mohou poskytnout lisované spojovací prvky, a pro materiály, kde není samosvornost proveditelná. Nýtovací matice lze instalovat pouze jednostranným přístupem pomocí jednoduchých ručních nebo pneumatických nástrojů bez lisu, což je činí všestrannějšími pro instalaci v terénu a aplikace dodatečné montáže, ale spoléhají na samostatný nastavovací nástroj a ponechávají vnější přírubu, která vyčnívá z čela panelu – méně čisté než zapuštěná samosvorná instalace.
Samosvorné spojovací prvky vítězí, když objem výroby ospravedlňuje lisovací nástroje, když povrchová úprava panelu musí být zachována na obou stranách (žádný rozstřik svaru, žádná vnější příruba), když je materiál plechu dostatečně měkký, aby umožnil sevření, a když lze instalaci provést před potažením nebo montáží panelu. Vytvářejí čistší a profesionálnější instalaci než rýhovací matice při ekvivalentních hodnotách únosnosti v ocelovém a hliníkovém plechu a absence jakéhokoli samostatného závitu pro záběr nástroje znamená, že nedochází k poškození trnu, které by se dalo zvládnout, a žádné omezení hloubky záběru závitu ze strany usazovacího nástroje. Pro velkoobjemovou výrobu plechových skříní – serverových šasi, elektrických skříní, automobilových držáků a krytů lékařského vybavení – jsou samosvorné spojovací prvky instalované automatizovaným zařízením obvykle nejnižší celkové náklady na spoj, jakmile objem ospravedlní investici do nástrojů.
Objednávání samořezných spojovacích prvků bez kompletní specifikace je spolehlivou cestou k obdržení nesprávného produktu – kombinace typu spojovacího prvku, velikosti závitu, tloušťky plechu a materiálových možností dostupných v rámci sortimentu jednoho výrobce dosahuje stovek jednotlivých čísel dílů a katalogové popisy, které se zdají podobné, se mohou lišit v kritických rozměrových detailech. Kompletní specifikace obsahuje všechny následující parametry.






")
")
")

Copyright © Stabilní průmyslové spojovací prostředky Co., Ltd. All Rights Reserved
